Chemical Recycling Europe (CRE) rebate a Zero Waste Europe sobre la pirólisis
Chemical Recycling Europe (CRE), la asociación que representa a los proveedores de tecnología de reciclaje químico, denuncia la grave mala interpretación científica sobre la pirólisis del reciente informe de Zero Waste Europe.

La pirólisis es uno de los principales procesos de reciclaje químico en Europa y a nivel mundial. La inversión y las capacidades están creciendo de manera constante, siendo la pirólisis, la más avanzada comercialmente, con una capacidad instalada total esperada de 1,7 millones de toneladas en 2028 sólo en Europa.
Esta capacidad se centra en el procesamiento de residuos plásticos mixtos que no pueden reciclarse mecánicamente. Los resultados de la capacidad de pirólisis se utilizarán para producir contenido reciclado de calidad alimentaria, esencial para cumplir los objetivos obligatorios de contenido de plástico reciclado, así como para aumentar las tasas de reciclaje. Actualmente, en Europa, no existe ningún otro proceso de reciclaje autorizado que pueda producir contenido reciclado de poliolefinas de calidad alimentaria a escala.
El Centro Común de Investigación de la Comisión Europea (CCI) ha definido que las tecnologías de reciclaje químico, incluida la pirólisis, están experimentando rápidos avances tecnológicos. El CCI y otros organismos científicos independientes han analizado varios procesos de pirólisis y otras tecnologías de reciclaje químico. Para CRE, existen numerosas investigaciones y datos que podrían haberse utilizado para sacar conclusiones sobre la pirólisis. Sin embargo, apuntan que el informe de Zero Waste Europe se centra en sacar conclusiones basadas en un conjunto reducido de pruebas no concluyentes para oscurecer los hechos.
Al contrario de lo que se afirma en el informe, las tecnologías de reciclaje químico no existen para reemplazar la necesidad de reducir la generación de residuos plásticos y la reutilización del plástico, ya que ambas forman parte de la jerarquía de residuos de la UE junto con el reciclaje. CRE adopta de todo corazón la jerarquía de residuos, donde la reducción y la reutilización son cruciales y centrales. Estas medidas son necesarias junto con el reciclaje mediante diferentes tecnologías, incluida la pirólisis, para abordar la contaminación por residuos plásticos. El desafío de lograr la circularidad plástica requiere múltiples soluciones sostenibles trabajando juntas.
Más sobre la pirólisis
La pirólisis como proceso tiene muchas y variadas aplicaciones y puede procesar diferentes flujos de residuos. Los diferentes flujos de residuos tienen diversas especificaciones de entrada de residuos y niveles de contaminación. Esto da como resultado diferentes especificaciones y características del aceite de pirólisis. La mayoría de las conclusiones del informe no contextualizan el hecho de que existe una amplia gama de configuraciones de procesos de pirólisis y disposiciones de plantas. Cada una de ellas produce diferentes grados de aceite de pirólisis que, a su vez, tienen diferentes características de procesamiento posterior.
Los incentivos para las tecnologías de pirólisis son múltiples y cada vez más claros. Esto incluye la necesidad de tecnologías que puedan procesar flujos de residuos plásticos actualmente no reciclables. El argumento comercial se ha fortalecido en línea con los avances tecnológicos, una mejor separación de las materias primas de desechos plásticos y una menor contaminación a medida que la recolección y clasificación hn mejorado. Estos incentivos y la necesidad de escalar también se aplican a otras tecnologías de reciclaje, incluido el reciclaje mecánico.
En el pasado, se favorecía la incineración con recuperación de energía, ya que rara vez se consideraban o incentivaban soluciones circulares para materiales. Esto contribuía a hacer que la pirólisis fuera menos atractiva para el mercado. Sin embargo, como ahora se prioriza la necesidad de soluciones circulares, el mercado ha cambiado, como lo demuestran claramente las inversiones en reciclaje químico, de las cuales la pirólisis es la mayor y la más establecida comercialmente.
El beneficio medioambiental de la incineración con recuperación de energía ha disminuido drásticamente con el tiempo y el reciclaje químico mediante pirólisis es capaz de reciclar residuos plásticos con un impacto ambiental significativamente menor y al mismo tiempo mantener el material en circulación, algo que la incineración no puede hacer.
Los impulsores de políticas y la necesidad de reducir los vertederos y la incineración también han contribuido significativamente a la necesidad de más tecnologías de reciclaje. Por eso, desde CRE esperan que las condiciones favorables del mercado para la adopción de la pirólisis sigan creciendo en el futuro.
Argumentos «engañosos» del informe de Zero Waste Europe
CRE también considera que el informe de Zero Waste Europe menciona además varias cuestiones políticas y técnicas utilizando argumentos engañosos.
Existen normas bien establecidas sobre cómo clasificar los residuos en productos. Es el caso de la Directiva marco sobre residuos, la legislación nacional sobre criterios de fin de la condición de residuo y el registro de productos REACH. La legislación sobre el fin de la condición de residuo para los productos de pirólisis se establece actualmente a través de criterios de los estados miembros definidos a nivel nacional. La armonización de estos criterios se fomenta también a nivel europeo.
Con los niveles actuales de producción de aceite de pirólisis en comparación con la capacidad instalada de etileno en Europa, que es de 25.305 kta, la dilución es la única opción viable para aprovechar el aceite de pirólisis para la producción de polímeros.
Esto es bien conocido y aceptado por todos los actores ya que el objetivo de la industria es escalar estas cantidades para reemplazar gradualmente la nafta utilizando la infraestructura petroquímica existente. La instalación de una infraestructura separada para procesar el aceite de pirólisis para la producción de polímeros supondría un alto coste económico y medioambiental.
Purificación
Esto también garantiza que no sea necesaria la purificación a los niveles actuales. Sin embargo, como el objetivo es aumentar los volúmenes de aceite de pirólisis, será necesaria una purificación y mejora para garantizar la alineación entre las especificaciones del aceite de pirólisis y las de los craqueadores de vapor y las refinerías.
Algunos actores de la industria han instalado o planean instalar capacidad de purificación y mejora como parte de su colaboración con proveedores de tecnología de pirólisis y socios petroquímicos. Este no es un desarrollo nuevo ni afecta los beneficios de circularidad del aceite de pirólisis.
Además, la nafta virgen, a la que sustituye el aceite de pirólisis, a menudo requiere pasos de purificación para cumplir con las especificaciones. La nafta virgen es un subproducto del hidrotratador de diésel en el procesamiento de refinerías. Este proceso «purifica» los destilados de procesos anteriores de conversión y separación para cumplir con los requisitos y especificaciones del procesamiento posterior.
En tales procesos, se eliminan los contaminantes presentes naturalmente en el aceite virgen al principio y en los destilados después. Además, la nafta difiere según el aceite virgen que se produzca y la instalación de producción. La nafta virgen no es un producto homogéneo, lo que a su vez conlleva diferentes necesidades en cuanto a las etapas de purificación.
Craqueadores de vapor
Asimismo, para CRE, la referencia del informe a los «límites de contaminantes» en los craqueadores de vapor carece de especificidad con respecto a la naturaleza de estos límites, los craqueadores de vapor específicos a los que se aplican y las fuentes de las que se deriva esta información. Es importante señalar que los craqueadores de vapor exhiben una variabilidad considerable en sus especificaciones. Ello hace que las declaraciones generales no sean adecuadas para caracterizarlos de manera integral.
Además, varias afirmaciones relativas a los aceites de pirólisis son demasiado generalizadas y pueden no tener en cuenta las variaciones en las fuentes de materia prima. Por ejemplo, algunas referencias a la madera y la celulosa como contaminantes pueden ser contextualmente precisas para ciertos procesos de pirólisis, como los que se ocupan de materias primas a base de madera. Sin embargo, es posible que estas referencias no sean ciertas cuando se abordan los flujos de residuos plásticos, donde la contaminación de madera y celulosa suele ser insignificante.
Composición de los residuos
CRE entiende que no contextualizar estas afirmaciones en relación con un flujo de residuos plásticos específico puede resultar muy engañoso. Es fundamental reconocer que la mayor parte de la capacidad de pirólisis, operativa o planificada, se dirige principalmente a residuos plásticos mixtos posconsumo o posindustriales. Esta distinción es importante porque subraya el hecho de que diferentes flujos de residuos, como los de automóviles y los de aparatos eléctricos y electrónicos, pueden necesitar distintos pasos preparatorios antes de someterse a pirólisis y procesos de mejora posteriores.
Está bien establecido que los procesos de purificación y mejora se aplican rutinariamente al aceite virgen fósil. Y la transición a aceites de pirólisis como nueva materia prima implica ajustes relativamente menores. Estos refinamientos pueden compararse con las adaptaciones en curso realizadas en las refinerías tradicionales al cambiar entre diferentes fuentes de petróleo fósil. Por lo tanto, es esencial enfatizar que los procesos de pirólisis son versátiles y pueden adaptarse a las características específicas de la materia prima de entrada, asegurando una conversión efectiva y resultados de calidad.
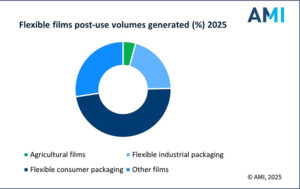
Los residuos plásticos posconsumo son una mezcla heterogénea que comprende varios tipos de plástico entremezclados con contaminantes. Esta diversidad inherente plantea importantes desafíos técnicos y económicos al considerar los procesos de reciclaje mecánico. Si bien es factible reciclar mecánicamente ciertos residuos de plástico flexible posconsumo, hay que reconocer que una parte importante de los materiales de embalaje flexibles y multicapa presentan obstáculos insuperables para el reciclaje mecánico.
Los productos resultantes a menudo están limitados en términos de cantidad y valor, agravados por la degradación del polímero con cada ciclo de reciclaje sucesivo. Además, estos productos normalmente no cumplen con los estrictos estándares requeridos para aplicaciones de calidad alimentaria.
El valor de la pirólisis
Precisamente aquí es donde surge la propuesta de valor de la pirólisis como una alternativa atractiva. Los procesos de pirólisis ofrecen un medio para abordar eficazmente los desafíos que plantea la naturaleza diversa y contaminada de los residuos plásticos posconsumo. Permite la conversión de materiales tan desafiantes en productos valiosos.
Además, los estudios de evaluación del ciclo de vida (LCA) desempeñan un papel fundamental en la evaluación integral de la huella ambiental de los plásticos reciclados. Estos estudios consideran varios aspectos, incluido el impacto de la mejora del hidrotratamiento después de la pirólisis. Los conocimientos extraídos de estas evaluaciones se basan en datos empíricos obtenidos de proveedores de tecnología, en consonancia con el conjunto de investigaciones científicas en este campo.
La cuestión del cloro
El cloro no es un problema importante para el craqueador de vapor en sí, sino para los procesos y equipos posteriores, como el intercambiador de calor. Esto se debe a que el cloro se condensa con agua para formar ácido clorhídrico. Este ácido es corrosivo, o se combina con nitrógeno para formar cloruro de amonio y esto puede afectar el rendimiento del intercambiador de calor.
Si el contenido de cloro debe reducirse a la especificación actual de la nafta fósil de craqueo al vapor, la reducción de tres órdenes de magnitud, como se indica en el documento, sería de un máximo de 1.000 mg/kg a 10 mg/kg. Esto está generalmente aceptado como especificación de cloro deseada.
La purificación de cloro requiere cantidades mínimas de hidrógeno, si el procedimiento preferido es el hidrotratamiento. Otras tecnologías a escala piloto y de demostración ni siquiera requerirían tratamiento con hidrógeno. Si la purificación es necesaria o no, depende en gran medida del flujo de residuos específico que se utiliza como materia prima, y del proceso de pirólisis específico.
El PVC, por ejemplo, que puede afectar los niveles de cloro en el aceite de pirólisis, está presente en cantidades mínimas en los residuos de envases postconsumo. Y esto no es un problema para muchos de los operadores de pirólisis que se centran en esta materia prima de residuos plásticos. En algunos casos, un paso de clasificación adicional antes de que los residuos se introduzcan en el proceso de pirólisis garantiza la alineación con la especificación de materia prima de residuos objetivo.
Otros contaminantes
En cuanto al bromo, sólo puede estar presente en flujos de residuos específicos. Es el caso de los residuos de aparatos eléctricos y electrónicos (RAEE), que se recogen por separado de otros flujos de residuos plásticos, como los plásticos domésticos posconsumo.
Los metales están presentes en el aceite virgen fósil y en un orden de magnitud mayor que en el aceite de pirólisis. Los procesos de desmetalización están muy bien establecidos en los procesos petroquímicos.
Los “radicales libres” están presentes en el craqueo con vapor y conducen a la formación de productos específicos. Esto es similar a la pirólisis.
Los PAH se forman durante la pirólisis y esto es similar a la producción de PAH durante el craqueo con vapor de nafta fósil. Si están presentes en la pirólisis, los PAH se separarán de los monómeros durante el craqueo con vapor para cumplir con la especificación actual de monómeros. Los PAH no se encuentran en productos utilizados en contacto con la piel.
El mecanismo de formación de PCDD/F en condiciones de pirólisis es controvertido en la comunidad científica. Es falso que la pirólisis en sí misma produzca PCDD/F sin ningún factor externo adicional, como el oxígeno molecular del aire y catalizadores metálicos como el cobre. Sin embargo, la legislación de la UE establece estrictos programas de seguimiento.
Rechazo al informe de Zero Waste Europe
Como conclusión, Chemical Recycling Europe refuta rotundamente el reciente informe de Zero Waste Europe sobre la pirólisis, citando una interpretación sesgada de los hechos. La pirólisis, un proceso vital de reciclaje químico, avanza constantemente a nivel mundial para complementar los esfuerzos de reciclaje actuales. El uso sesgado que hace el informe hace caso omiso de investigaciones y datos exhaustivos sobre la pirólisis.
Se están realizando esfuerzos para armonizar la legislación sobre el fin de los residuos para todas las tecnologías de reciclaje, incluida la pirólisis. La dilución sigue siendo práctica en los niveles de producción actuales. Y la purificación se vuelve necesaria a medida que aumentan los volúmenes, algo aceptado en toda la industria desde hace muchos años.
Las preocupaciones del informe sobre los contaminantes carecen de contextualización y pasan por alto las variaciones en los flujos de desechos y los procesos de pirólisis. Chemical Recycling Europe insta a considerar una comprensión matizada de la pirólisis, enfatizando su papel integral en un enfoque holístico de la circularidad plástica. Se debe considerar el panorama cambiante de las tecnologías de reciclaje y la dinámica del mercado para obtener una perspectiva más informada.
*Otras noticias relacionadas:
–Zero Waste cuestiona el reciclado de plásticos por pirólisis
*Para más información: https://www.chemicalrecyclingeurope.eu/
15.12.2023