Husillos plastificantes Maxi Melt
IMVOLCA, como su representante para España y Portugal, muestra los últimos avances en husillos de la empresa Maxi Melt, para la mejora del proceso de extrusión.
La calidad final de un producto extruido es el resultado de los «ingredientes» que intervienen en su producción. En este sentido, el perfil extruido y el diseño de la hilera pueden mejorar la productividad y la fiabilidad; el polímero empleado puede ser responsable del rendimiento en uso; y la homogeneidad de la masa fundida, entregada por la extrusora, puede echarlo todo a perder si no está diseñada y fabricada correctamente.
Fundido homogéneo de la masa
Por lo tanto, es requisito fundamental de la unidad de extrusión asegurar un polímero fundido homogéneo. Si la masa fundida no es homogénea, el perfil extruido tendrá tensiones internas de mala calidad dimensional y, posiblemente, también presentará un mal acabado superficial.
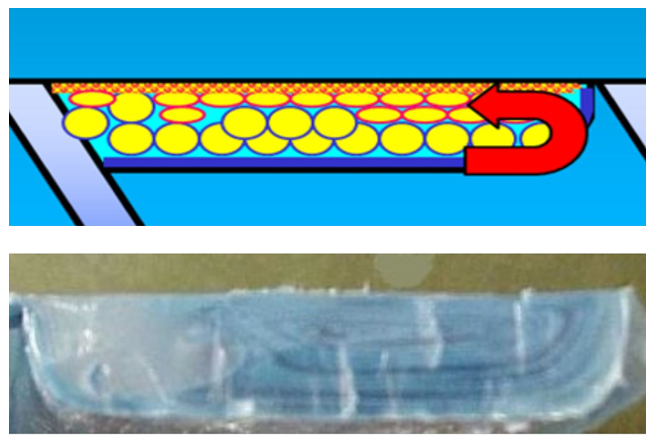
En el caso de los polímeros semicristalinos, una masa fundida «fría» tiende a provocar una mayor deformación en la pieza extruida, debido a la distribución de la presión diferencial y, en consecuencia, a una contracción no consistente. Pero también puede dar lugar a partículas sin fundir, que actúan como muescas en las estructura. Ello tiene como consecuencia una mayor fragilidad del perfil extruido.
En el caso de polímeros con alta viscosidad, suelen ser frecuentes problemas de variación de presión en la parte delantera del husillo (bombeo). Esta incidencia puede agravarse si el diseño del husillo presenta deficiencias; por ejemplo, si la zona de transición es demasiado corta; o si existe una relación de compresión demasiado alta. Para solucionar esta situación los husillos de Maxi Melt cuentan con un diseño suave de las paletas en la zona de alimentación y transición. Gracias a ello, la alimentación y la fusión del polímero se realizan de forma muy gradual, lo que repercute en que la salida del husillo sea muy regular.
Problemas de cizallamiento
Otro de los errores más frecuentes que solucionan los husillos Maxi Melt mejorando el acabado de las piezas extruidas, es la dificultad de controlar el cizallamiento cuando se procesan polímeros especialmente sensibles: en esos casos, la única forma de minimizar el problema es utilizar una rotación de husillo baja, que tiene un impacto negativo en la salida del husillo. y por tanto en la productividad.
En esta situación, el diseño del husillo Maxi Melt asegura una fusión muy suave para todos los polímeros, por lo que el cizallamiento excesivo ya es un problema también en revoluciones del husillo más altas. El resultado de esta característica es un acabado de superficie más uniforme y un rendimiento máximo si la herramienta puede disipar el calor adicional proveniente de un proceso más rápido.
Todos los husillos Maxi Melt tienen un mezclador dinámico de modo que también cuando se utilizan lotes maestros se puede garantizar una homogeneidad óptima de la masa fundida.

El ejemplo de la extrusión de película soplada
Las películas sopladas se producen con un espesor muy fino (15 µm y menos) o se fabrican con plástico de segunda elección para ahorrar costes.
Para que la burbuja no se rompa, es necesario que el husillo entregue una masa fundida homogénea sin geles ni infundidos. Se trata de requisitos muy exigentes que a menudo los husillos convencionales tienen difícil cumplir. Para estas aplicaciones, Maxi Melt ha desarrollado geometrías de husillo especiales (Maxi Melt Pack y Maxi Met Extreme), que permiten procesar películas sopladas con la mejor calidad de fusión y una excelente estabilidad del proceso, incluso utilizando biopolímeros.


Como garantía de la apuesta del fabricante por la calidad, todos los husillos de extrusión Maxi Melt se fabrican a partir de aceros templados muy bien seleccionados, lo que redunda en una larga duración y resistencia al desgaste de los mismos.
*Para más información: www.imvolca.com
24.06.2021